Chapter 2 Problem domain
2.1 The current state of enterprise management
Modern industrial enterprises face many challenges that make it hard to manage operations well and make sound decisions. Let’s look at the key problems the Enterprise Digital Twin (EDT) solves.
2.1.1 Fragmented data
The problem:
Information about the enterprise lives in separate systems that don’t talk to each other:
- ERP systems (resource management);
- MES systems (production management);
- Excel spreadsheets (planning and reporting);
- specialized databases;
- paper documents.
Consequences:
Fragmented data has serious consequences:
- no real-time analysis — pulling data from different sources takes days or weeks;
- planning errors — inconsistent data leads to wrong calculations;
- wasted time — analysts spend up to 30-40% of their working hours gathering and reconciling data;
- no single picture — management can’t see the real state of the enterprise.
A real example:
At one metals company, inventory data for raw materials lived in three different systems. The discrepancies between them reached 15%, which caused production stoppages from material shortages or led to overbuying.
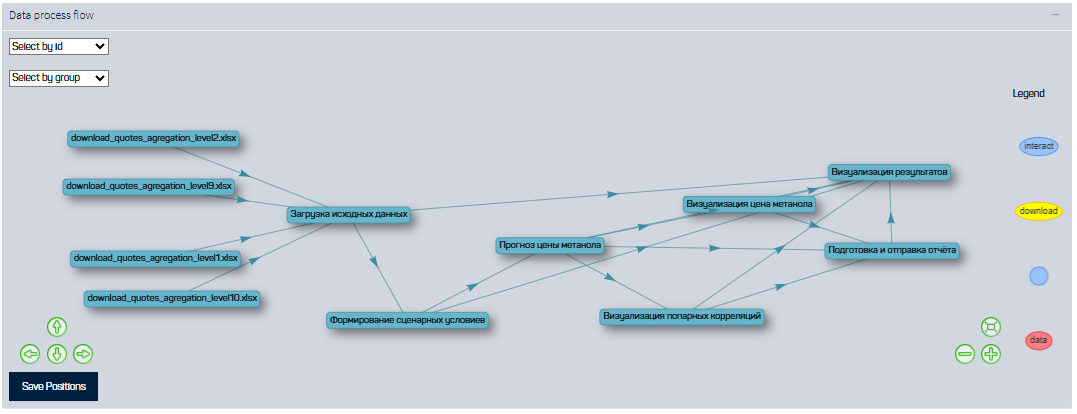
Figure 5 — Data consistency in the EDT: a single platform that integrates fragmented sources
2.1.2 No forecasting
The problem:
Decisions rely on historical data without accounting for:
- future market shifts;
- demand and price dynamics;
- planned changes in production;
- external factors (seasonality, competition).
Consequences:
- not ready for demand shifts — product shortages or surpluses;
- excess inventory — cash frozen in slow-moving stock;
- missed opportunity — failing to capitalize on favorable conditions;
- high risk — no way to assess the impact of changes.
A real example:
At a food-processing company, raw-material purchasing was planned from last year’s figures, with no account for seasonal demand swings or shifting market conditions. As a result, the fall season brought excess inventory of perishable raw materials — up to 8% of working capital frozen. In spring, the opposite happened: a shortage led to roughly 5% in lost revenue. Suboptimal pricing without a forecasting model cost the company another 3% in missed profit.

Figure 6 — Trends and price forecasts for agricultural food products
2.1.3 No way to assess the impact of decisions
The problem:
There are no tools for quickly assessing how management decisions play out:
- what happens if we change the production program?
- how does upgrading equipment affect financial metrics?
- what’s the effect of changing product prices?
- how does a change in raw-material prices hit the business?
Consequences:
Making decisions “blind” carries real risks:
- risky decisions — made without assessing the consequences;
- missed opportunity — failing to pick the best option;
- suboptimal use of resources — some areas overloaded while others sit idle;
- slow decision cycle — weeks to prepare the analysis.
A real example:
While preparing a forecast balance for the agricultural market, the team considered increasing exports while keeping current production parameters unchanged. The decision looked sound: rising external demand would boost revenue without extra investment. But modeling the system as a whole revealed that, under the given parameters, exports started to exceed the allowable balance limits. In one scenario, this reduced the volume of product available on the domestic market; in another, it forced an emergency ramp-up in production that went beyond current technical capacity. Without this check, the decision might have been accepted as locally optimal, yet at the system level it threw things out of balance: higher exports created a risk of shortage, and attempts to make up for it added pressure on production capacity and resources.
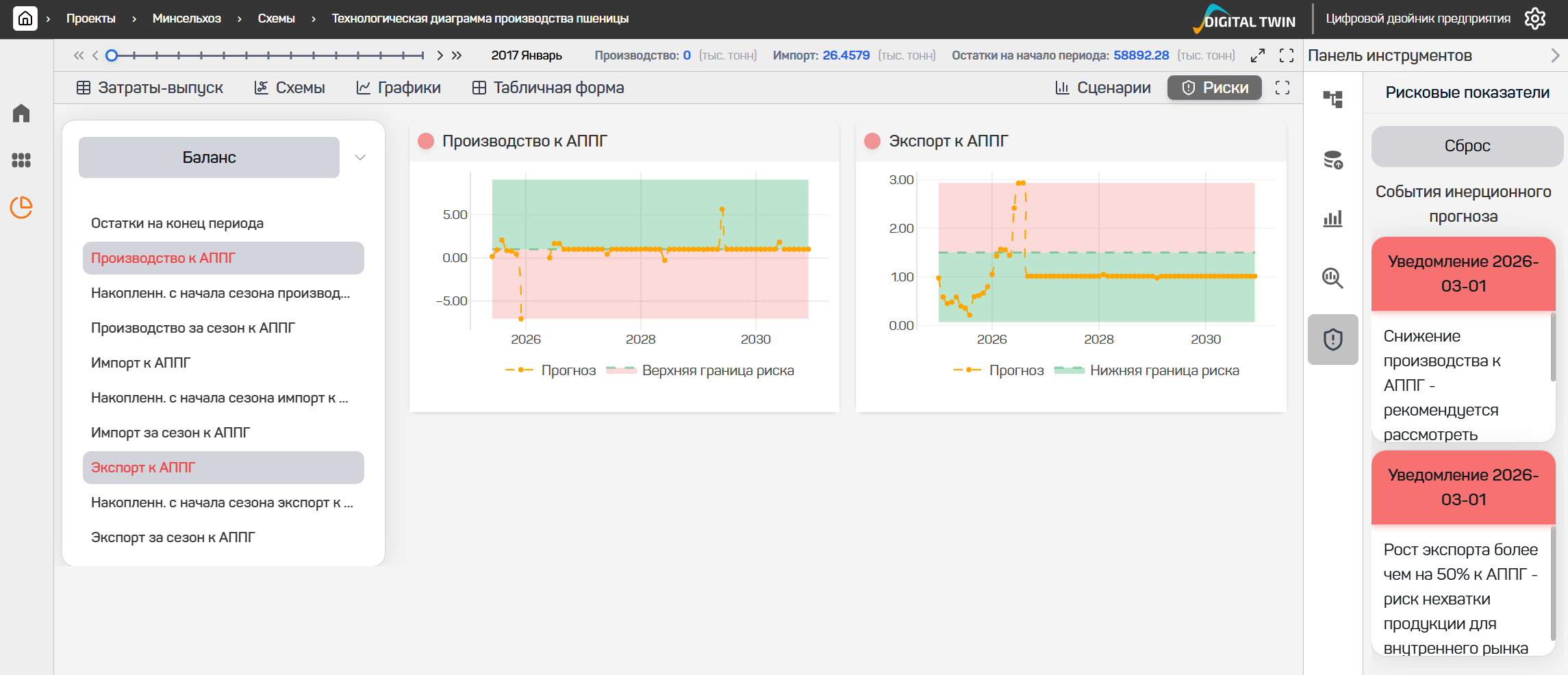
Figure 7 — Risk assessment in the Ministry of Agriculture system: forecasting production and exports with risk alerts
2.1.4 Hard-to-do planning
The problem:
Planning the production program takes:
- 2-4 weeks to prepare the plan;
- many rounds of sign-off between departments;
- manual work by economists and planners;
- frequent revisions as conditions change.
Consequences:
- slow to react — can’t adapt quickly to change;
- high labor cost — large planning and economics staff;
- low-quality plans — limited time to analyze options;
- constant revisions — plans go stale before execution even starts.
A real example:
At a diversified manufacturing company with five main shops, the quarterly production planning cycle took 3-4 weeks and required the planning-and-economics department, process engineers, procurement, finance, and the sales team. By the time the plan was approved, the market had shifted enough to require an immediate revision — and the sign-off process started over.
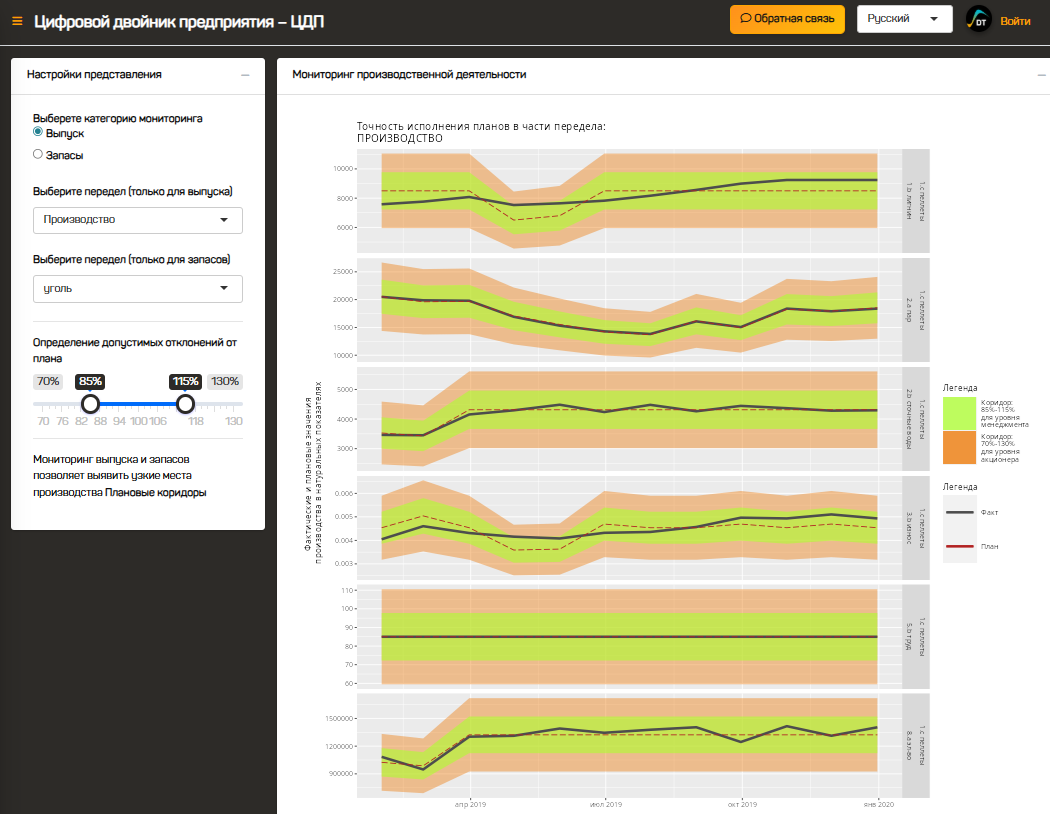
Figure 8 — Monitoring production activity in the EDT: planning corridors and deviation control
2.1.5 No optimization
The problem:
Planning is based on:
- expert judgment;
- historical ratios;
- simple rules (“the way we’ve always done it”);
- with no search for the optimal solution.
Consequences:
Typical losses from suboptimal planning:
- product cost: +5-10%;
- equipment utilization: -10-15%;
- inventory turnover: -15-20%;
- missed profit: 10-20%.
A real example:
At a chemical company, the production program had always been built on historical equipment-loading ratios. After optimization models were introduced, the team found that redistributing the load across parallel production lines cut product cost by 12% without reducing output.
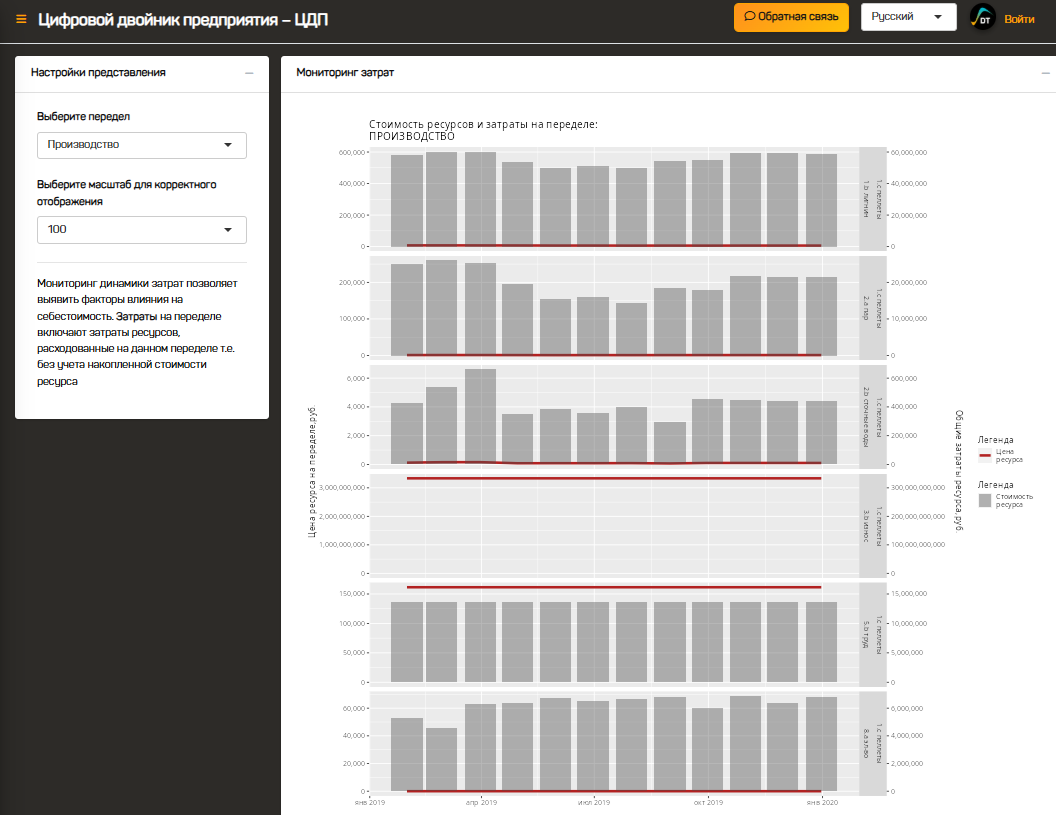
Figure 9 — Cost monitoring in the EDT: resource costs and expenses across production stages
2.1.6 Poor system integration
The problem:
Existing systems (ERP, MES, BI) run in isolation:
- no automatic data exchange;
- the same data has to be entered by hand into different systems;
- no single model of the enterprise;
- no end-to-end analytics.
Consequences:
- duplicated work — the same data entered many times;
- errors in data transfer — human factor;
- delays in getting information — data goes stale;
- high support costs — many disconnected systems.
A real example:
At an industrial enterprise, equipment-condition data lived in the MES system, financial metrics in the ERP, and maintenance plans in Excel spreadsheets. With no integration, maintenance ran strictly on schedule, without regard for actual wear. As a result, healthy equipment got serviced when it didn’t need it, while critically worn parts were skipped — leading to two emergency production shutdowns in one year.
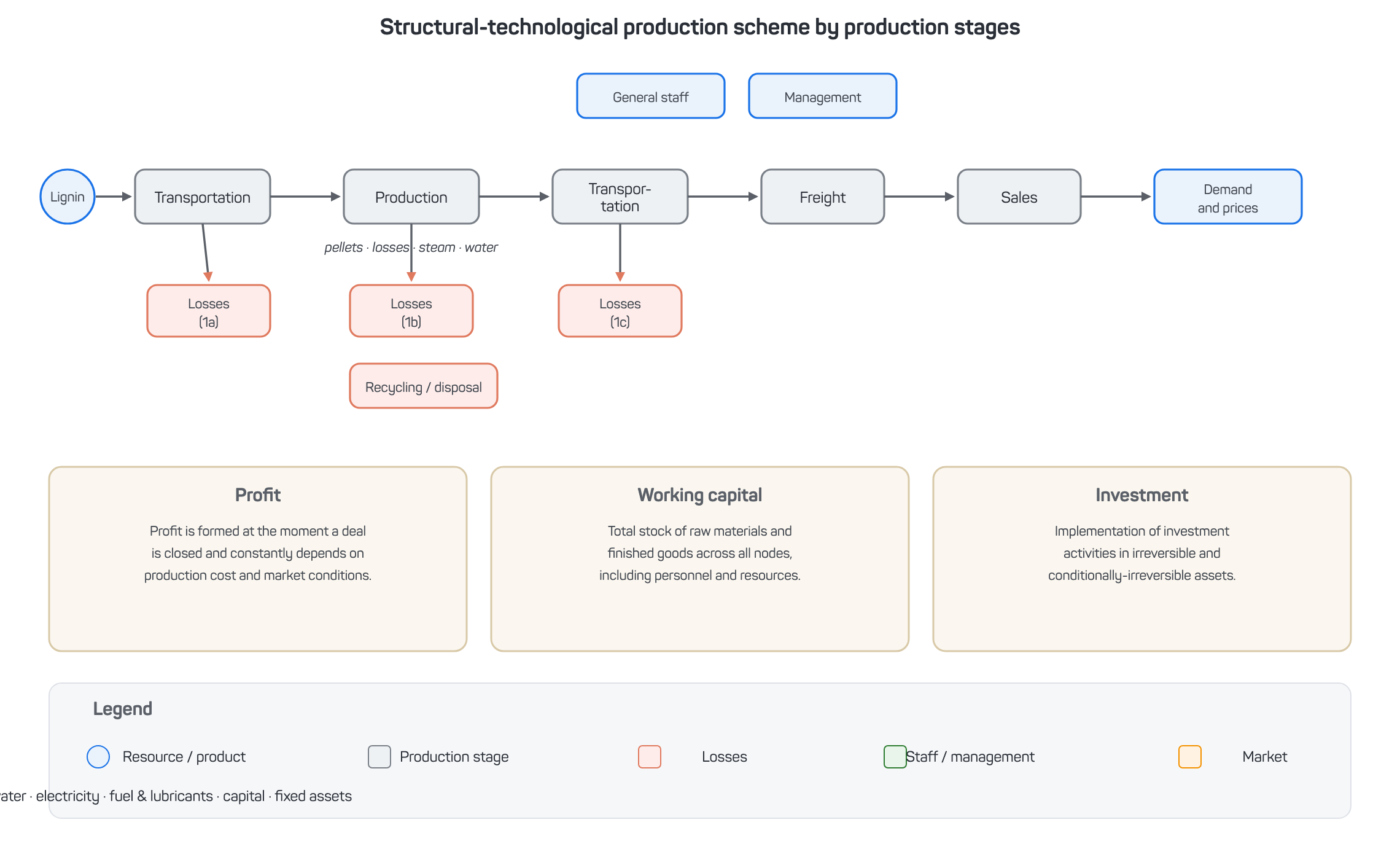
Figure 10 — Detailed structural and process diagram of production, with resource and metric flows
2.2 The scale of the problem
Research shows:
Based on studies of industrial enterprises:
- 60-70% of analysts’ working time goes to gathering and preparing data;
- 15-25% of management decisions are made on incomplete or outdated information;
- 10-20% of potential profit is lost to suboptimal planning;
- 30-40% of modernization projects fall short of their planned effect because they weren’t justified well enough.
2.3 Traditional approaches and their limits
Approach 1: ERP systems only
Limits:
- focus on bookkeeping, not modeling;
- no forecasting or optimization tools;
- hard to configure for an enterprise’s specifics;
- high total cost of ownership.
Approach 2: Excel spreadsheets and manual calculations
Limits:
- slow calculations;
- high risk of errors;
- can’t handle large data volumes;
- no versioning or audit trail.
Approach 3: Specialized BI systems
Limits:
- visualization only, no modeling;
- no forecasting or optimization;
- depend on ready-made data from other systems;
- don’t solve the fragmentation problem.
2.4 What does it take to solve these problems?
To manage a modern enterprise well, you need a system that:
- integrates all data into a single model;
- forecasts future states across different scenarios;
- optimizes decisions against defined criteria;
- assesses the impact of management decisions before they’re made;
- automates planning and analysis;
- enables a fast response to change.
That system is the Enterprise Digital Twin.